
Turn to Armstrong International for dependable, hardworking products and customized services to help you reach your net-zero goal.
Your Roadmap for Decarbonization will provide a practical, comprehensive plan of action that includes equipment, technology, bundling, expert operations and maintenance, and mitigated risk.

We recommend the best solutions to reach your unique goals—whether Armstrong sells them or not.
Armstrong is technology agnostic. This philosophy means that your Roadmap to Decarbonization may include products from other manufacturers as well as Armstrong. We recommend only the most respected technology providers and experts in thermal storage, renewable energy, water and wastewater energy, project development, and more. We’re committed to being your sage, trusted advisor and helping you achieve your objectives is our top priority.
Armstrong can help you with solutions for:
- De-steaming of humidification by replacing steam humidifiers with EvaPack™ adiabatic humidification
- De-steaming of low-grade heat by replacing steam with hot water for set points below 120°C/250°F
- Improving efficiency of steam and condensate systems for high grade heat
- Partial electrification of low-grade heat using industrial high temperature heat pump packages with green working fluid 1233zd(E)
Steam Trap Management Services
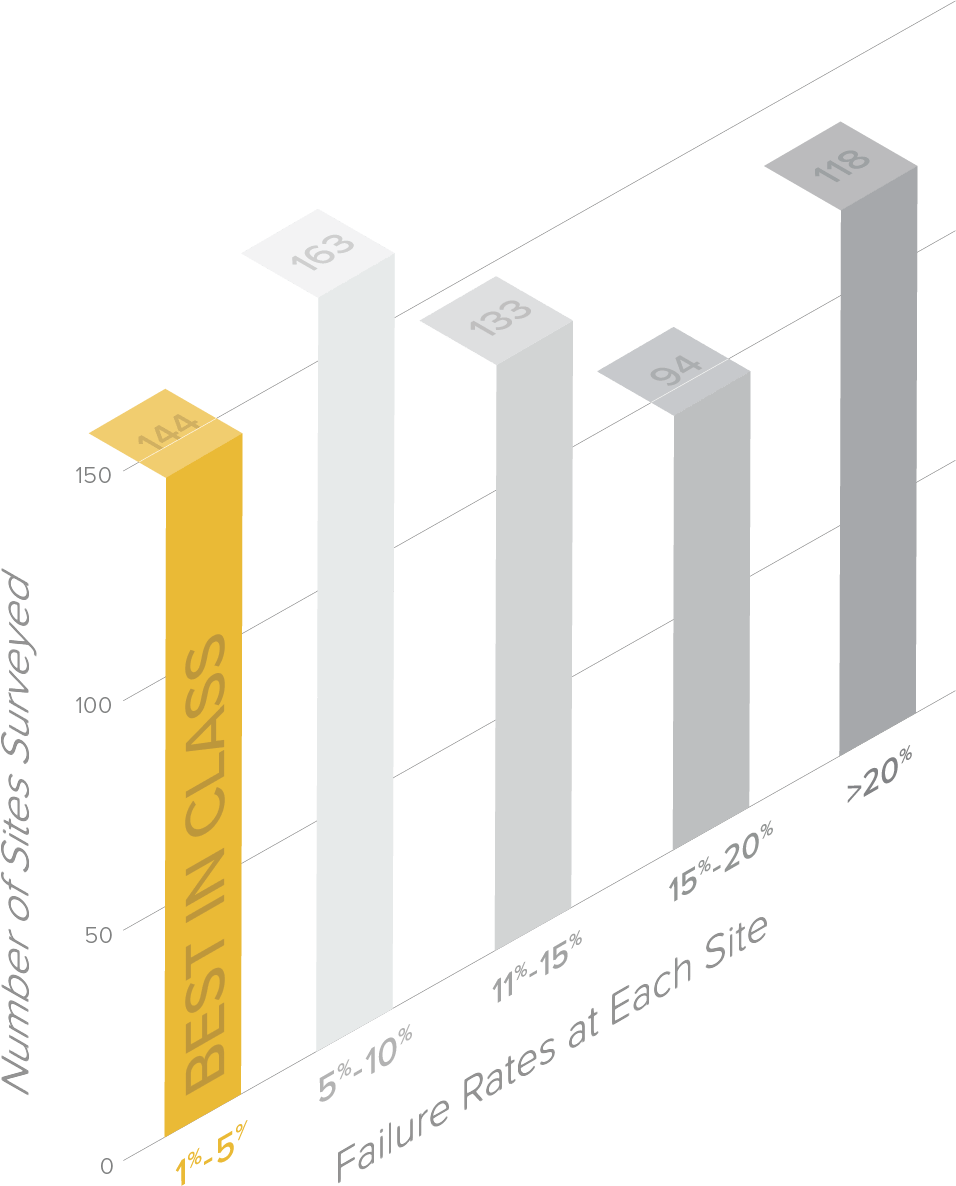
Proactive steam trap management is one of the most important steps you can take towards reaching your net-zero goal. Armstrong offers leading-edge technology, software, equipment and services for best-in-class trap management.
Discover Our Sustainable, Proactive Trap Management Services
Monitoring and Measurement
You can’t manage or improve what you don’t measure. Armstrong eliminates that problem with groundbreaking technology and equipment for monitoring and measuring.

Heat Transfer
Armstrong can help you lower energy consumption and costs, reduce emissions, and improve production and efficiency with custom-engineered equipment and system packages for waste/process heat recovery. Armstrong offers:
- Energy recovery coils
- Condensing economizers
- Air-cooled heat exchangers
- Geothermal heat exchangers
- Focus on waste heat streams from process heating, exhaust stacks, flash vents, hot process water discharge, etc.
- Biomass air pre-heater solutions
- Low temperature heat sinks
- Complete series of coolers and heating coils
Condensate Management
Armstrong addresses the ongoing challenge of water conservation with leading-edge treatment of hot water for condensate that significantly reduces your need for make-up water, heat energy (fossil fuels), and chemicals required to regenerate it back to usable steam. We also provide solutions for heat recovery from condensate unreturnable due to contamination.
De-steaming
Armstrong offers state-of-the-art solutions to help you maintain precision hot water temperatures, eliminate live steam, and efficiently generate the hot water your plant needs for process applications and washdown.
Discover More Efficient Generation of Hot Water for Process or Washdown
Hot Water for Industry Brochure
Flo-Direct® Gas-Fired Water Heaters
ARMSTRONG+COMBITHERM Heat Pumps Product Information
ARMSTRONG+COMBITHERM Heat Pump Package Solutions
Learn More About Precision Hot Water Temperature Control
Digital Hot Water System Solutions Brochure
Operations and Maintenance Services
Backed by Armstrong’s world-class utility and engineering resources, our highly trained experts provide comprehensive on-site operations and maintenance of your thermal utility system—including decarbonization solutions. Benefits include:
- Utility performance tracking, measuring energy use per unit of product produced
- Improved reliability, energy efficiency, environmental compliance and sustainability
- Lower overall thermal utility operating costs
- Reduced volatility in total operational budgets
